Jaké elektrody by měly být použity k vaření nerezové oceli?

Nerezová ocel je speciální druh kovu, který je vysoce odolný vůči korozi a oxidaci. Je široce používán v různých průmyslových odvětvích, jako je chemický, potravinářský, farmaceutický a mnoho dalších. V tomto článku se podíváme na vlastnosti nerezových ocelí, metody svařování a elektrody, kterými lze nerezové oceli svařovat.
Další užitečné věci:
Vlastnosti nerezových ocelí
Nerezové oceli obsahují 10,5 % až 30 % chrómu a malá množství dalších kovů, jako je nikl, měď a molybden. Vyznačují se vysokou odolností proti korozi a oxidaci, díky čemuž jsou ideální pro použití v aplikacích, kde je vyžadována vysoká odolnost vůči agresivnímu prostředí nebo vysokým teplotám.
Jaký proud by měl být použit k vaření s MMA?
Při svařování nerezové oceli metodou MMA (Manual Metal Arc) se používá stejnosměrný proud s obrácenou polaritou (DC+). Než však začnete svařovat, měli byste si ověřit doporučení výrobce svářecího zařízení a zvolit vhodný proud pro konkrétní typ elektrody a materiál, který hodláte svařovat.
Jaké elektrody by se měly použít k vaření nerezové oceli s invertorem?
Výběr správných elektrických vodičů je zásadní pro dosažení vysoce kvalitních výsledků. V tomto případě se používá stejnosměrný proud s obrácenou polaritou, což umožňuje efektivní svařování.
TsL-11 je jednou z nejuniverzálnějších značek používaných v různých průmyslových odvětvích. Má vysokou pevnost a umožňuje získat šev, který je velmi odolný vůči mezikrystalové korozi. To je zvláště důležité při práci s materiály, které mohou být vystaveny agresivnímu prostředí.
NJ-13 je také oblíbenou volbou při svařování ocelí s vysokým obsahem molybdenu, chrómu nebo niklu. Poskytuje vynikající svařovací výkon a je jednou z nejlepších voleb pro spojování dílů z potravinářské nerezové oceli používaných v potravinářském a farmaceutickém průmyslu.
Navíc pro ruční obloukové svařování s invertorem můžete použít různé značky elektrických vodičů, které jsou vhodné pro speciální pracovní podmínky. Například OZL-17U je vynikající pro oceli, které budou pracovat ve vysoce agresivních podmínkách. NII-48G jsou zase nejlepší volbou pro svařování žáruvzdorných ocelí používaných při výrobě slévárenských forem a jiných náročných provozních podmínkách.

Svařování nerezové oceli střídavým proudem
Svařování nerezové oceli střídavým proudem (AC) je obtížnější než svařování stejnosměrným proudem (DC). Při svařování střídavým proudem se polarita elektrody přepne z kladné na zápornou a zpět. To může způsobit nahromadění tepla na povrchu svaru, což může způsobit deformaci materiálu. Aby nedošlo k deformaci svarového spoje, je nutné sledovat rychlost svařování a udržovat krátký výboj oblouku. Lze použít i metodu svařování TIG (GTAW), která umožňuje přesnější kontrolu vneseného tepla a minimalizuje zkreslení. Pro AC svařování nerezové oceli je také nutné použít správný typ elektrody. Elektrody s vysokým obsahem titanu, zirkonu nebo niobu mají lepší stabilitu oblouku při svařování střídavým proudem a lze je použít pro svařování nerezové oceli. Kromě toho je před svařováním nutné očistit kovový povrch od oxidů a nečistot, protože mohou vést ke vzniku dutin a nedokonalostí ve svarovém spoji.
Jaké elektrody by se měly použít pro vaření nerezové oceli se železným kovem?
Při svařování nerezových ocelí, železných ocelí a litiny je třeba vzít v úvahu rozdíly ve struktuře kovu a koeficientu roztažnosti, což vyžaduje splnění určitých podmínek. Kromě toho je nutné vzít v úvahu svařitelnost materiálů – jejich schopnost tvořit kvalitní nerozebíratelné spoje. Při výběru svařovacích materiálů je důležité i chemické složení kovů. Pro svařování se obvykle používají elektrody z vysoce legované oceli. Pro spojování železných kovů a žáruvzdorných ocelí se používá OZL-25B, pro austenitické oceli – NIAT-5 a pro spojování ocelí s velkým podílem niklu se železným kovem – TsT-28. MMA je však pouze jedním ze způsobů, jak takové kovy spojit. Široce se používají také nekonzumovatelné wolframové tyče a svařování plynem (argonem). Jsme rádi, že Vám můžeme nabídnout široký výběr elektrod pro různé druhy svařování. Naše společnost je spolehlivým výrobcem vysoce kvalitních elektrod za dostupné ceny. Výběrem nás pro nákup elektrod si můžete být jisti, že obdržíte produkty splňující nejvyšší požadavky na kvalitu. Přihlaste se, máme zájem:
Elektrody můžete zakoupit v našem obchodě

Pro nákup elektrod v oficiálním obchodě GOODEL postupujte podle níže uvedených odkazů:
- GOODEL MP-3
- SSSI 13/55
- GOODEL-OK46 ZLATÝ
- GOODEL-OK46
- ANO-21
Sdílet s přáteli:

Nerezové oceli jsou slitinovým kovem s přidaným chromem do základu, který poskytuje zvýšenou odolnost proti korozi. Ale takové složení vyžaduje také speciální technologie zpracování, zejména svařování. Právě pro tento účel vyrábějí výrobci speciální elektrody z nerezové oceli. V tomto článku se podíváme na důvody použití speciálních materiálů pro vaření nerezové oceli a jaké elektrody použít k vaření nerezové oceli. Stejně jako doporučení pro jejich použití v procesu svařování.

Vlastnosti svařování nerezových ocelí
Hlavním problémem ocelových výrobků je výskyt koroze v důsledku oxidace. V budoucnu tento proces vede k narušení struktury a zničení konstrukcí z takového materiálu.
Nerezová ocel se stala průlomem ve výrobě. A dnes se z něj vyrábějí různé výrobky jak pro domácnost, tak pro průmysl. Hlavním legujícím prvkem je chrom, který odolává oxidačním procesům. Obsahuje také mnoho dalších antikorozních přísad, včetně titanu, molybdenu, niklu a mnoha dalších. Tím byla nerezová ocel odolná proti zničení, ale komplikovala její zpracování, zejména svařování. v čem je problém? Vždyť se tyto kovy taví, jako jiné, vlivem vysokých teplot?
Na nerezových výrobcích můžete často vidět nekvalitní svary. Na kloubech se objevují rezavé skvrny, které vedou k další destrukci. Hlavní prvky nerezové oceli: železo a chrom. Když jsou vystaveny vysokým teplotám (asi 5000°), ve svařované části se vytvoří prvky, jako jsou karbidy. Takové sloučeniny železa a chrómu jsou docela žáruvzdorné, ale jsou náchylné ke korozi. Navíc jsou křehčí než samotná nerezová ocel.
Následně začne svar oxidovat, objeví se koroze a praskliny. Další používání součásti způsobí selhání připojení. Proto proces svařování nerezových dílů vyžaduje použití specifických technologií.
Technologie svařování nerezové oceli
Pro vysoce kvalitní svarové spoje nerezových dílů byly vyvinuty speciální metody. Je jich několik:
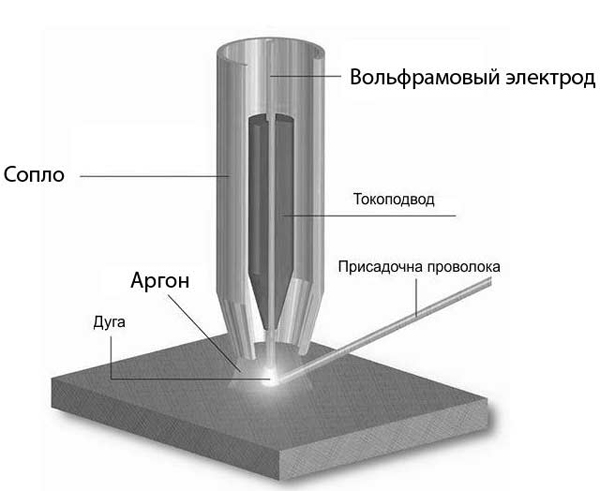
1. Argonové svařování wolframovými elektrodami.
2. Poloautomatické svařování v prostředí argonu.
3. Svařování elektrodami.
Prostředí argonu během procesu svařování chrání tavení před kyslíkem a neumožňuje tvorbu oxidů kovů. Tato metoda je však dražší kvůli použití speciálního spotřebního materiálu. Jednodušší metodou je invertorové svařování nerezové oceli pomocí nerezových elektrod.
Jak vařit nerezovou ocel s elektrodou
Nejčastěji se s takovými oceli pracuje stejnosměrným proudem, pomocí elektrod pro svařování nerezové oceli. Pro vytvoření kvalitního švu není nutné, aby se přehříval, to znamená, že je třeba jej roztavit na minimum. Výkon by měl být přibližně o 20 % menší než při práci s konvenčními ocelmi.
Jak vařit nerezovou ocel s elektrodami? Technologicky je proces podobný běžnému svařování kovů.
- Příprava dílů pro svařování (odizolování a čištění).
- Spojování hmoty s materiály.
- Zapálení oblouku (pokud je horký start, je lepší jej použít).
- Vytvoření svarové lázně a údržba svaru. V tomto případě je držák umístěn pod úhlem k povrchu 30-60 stupňů.
- Po dokončení musíte zajistit, aby šev rychle vychladl. To se provádí buď foukáním vzduchem, nebo, pokud je nerezová ocel chromniklová, pomocí vody.
- Poté je třeba odstranit strusku.
Během procesu svařování musíte ovládat vzdálenost elektrody od povrchu (kontrola oblouku). Pokud je špička elektrody umístěna příliš blízko, šev se vznese a nespojí části, a pokud je vzdálenost velká, kov se jednoduše nezahřeje a neroztaví se.
Pokud jste začátečník, pak se vyplatí nacvičit si správné šití: úhel elektrody a její vzdálenost. Svařování nerezové oceli vyžaduje zkušenosti.
Elektrody pro nerez
Jaké elektrody by měly být použity k vaření nerezové oceli? Skládají se ze dvou částí: tyče a povlaku. U nerezových ocelí obsahují elektrody velké procento niklu a chrómu – hlavních legujících prvků.

Povlak je rutilový. Obsahuje více než 50 % oxidu methanu. Tím se zvýší zásaditost taveniny a zabrání se vzniku trhlin při vaření. Právě rutilový povlak umožňuje nerezovou ocel svařovat střídavým proudem (tedy běžným MMA invertorem). Výsledkem je menší rozstřik a stabilnější elektrický oblouk. Pro stejnosměrné svařování můžete použít přídavné materiály, které jsou potaženy uhličitany hořčíku a vápníku. Pro svařování v argonovém prostředí se používá wolframová elektroda.
Elektrody ESAB
Švédský koncern ESAB je největším světovým výrobcem svařovacích materiálů a zařízení. Elektrody, které nabízejí, jsou mezi spotřebiteli nejoblíbenější. Přídavné materiály od ESAB jsou vyráběny pro svařování různých kovů, včetně nerezové oceli.

Jaké elektrody si od těchto výrobců vybrat.
- OK 46.00 ESAB – tyto přídavné materiály domácí výroby umožňují svařování střídavým i stejnosměrným proudem, často se jim říká univerzální elektrody nebo elektrody pro ocel.
- OK 61.30 ESAB – jsou vhodné pouze pro svařování nerezové oceli (chrom-niklové antikorozní typy).
- OK 67.45 – pro spojování ocelových dílů s nízkým svařovacím výkonem.
- OK 63.30 – takové elektrody mají nízké procento uhlíku v tyči.
- OK 67.62, OK 67.60 jsou univerzálnější, jsou vhodné pro svařování nerezových i běžných ocelí.
A často nabízejí elektrody od švédských výrobců s označením OK 68.81 nebo OK 68.82. Používají se, pokud nelze určit značku a složení materiálu. Existuje mnohem více druhů spotřebního materiálu od ESAB pro nerezovou ocel. Značení začíná od OK 61.20 do OK 69.63. Rozdíl mezi nimi je ve složení povlaku a tyče, což umožňuje vybrat elektrodu, která je nejvhodnější pro konkrétní nerezovou ocel a různé režimy a technologie. Pro získání vysoce kvalitního svaru při práci s nerezovými ocelmi můžete použít jak speciální zařízení (argonové svařování), tak klasické invertory v režimu MMA. Je ale nutné použít elektrody speciálně určené pro tento účel.
Svařování nerezové oceli se vyznačuje výraznými vlastnostmi, včetně správného nastavení v přívodu proudu. Pokud se rozhodnete naučit se svařovat nerezovou ocel, je nejlepší kontaktovat odborníka se zkušenostmi s tímto typem práce. Nic nemůže nahradit radu specialisty, který zná všechny nuance a jemnosti.