Jsem svářeč – Jak široká má být housenka? Závitové, široké, široké.
Ve svářečské praxi, v regulační a technické dokumentaci, existují určité neshody v požadavcích na provádění lícních a výplňových vrstev. V této publikaci zvážíme a provedeme malou analýzu požadavků na šířku válců.
V technické literatuře a regulačních dokumentech existuje několik významů pojmů: úzký, nit, podélník, rozšířený, široký šev, průchod, válec. Definice těchto švů, stejně jako příčné rozměry, se liší zdroj od zdroje. Jako příklad si můžete přečíst následující úryvky z různých zdrojů.
- RD 558-97 Návod k technologii svařování trubek při opravách a restaurátorských pracích na plynovodech:
bod 3.2.21. U elipsovité formy zpracování defektní oblasti (obr. 1.3) se bez ohledu na pevnost kovu provádí první návarová vrstva, výplňové vrstvy, obrysová vrstva a lícní vrstva. Svařování se provádí elektrodami o průměru 2,5-3,25 mm a úzkými perličkami („stringer švy“) o šířce 8-12 mm.
- Solntsev Yu.P. „Kovy a slitiny. Adresář”:
Navlékací korálek – Úzký korálek.
Svar spojitého svaru bez znatelných změn v průřezu. Na rozdíl od vlnitého švu.

doložka 7.14.9. V případech uvedených v odstavcích. 7.14.7 a 7.14.8 oprava svarových spojů (nanášení housenek) by měla být provedena technologiemi svařování jako u spojů různých tlouštěk stejného průměru s provedením závitových (stringových) svarů pro zajištění hladkého přechodu z svarový spoj k základnímu kovu.
bod 3.12. Závitová housenka: Jediný svar vyrobený bez příčných vibrací a aplikovaný na hlavní trubku nebo na konec spojky při svařování koroze a mechanického poškození, jakož i při instalaci svařovaných opravných konstrukcí (spojky, výztužné vyzdívky a trubky).
- RD 153-34.1-003.01 (RTM-1s):
bod 7.1.5. Svařování potrubních spojů do úzké drážky s úhlem zkosení hrany 7° (typ Tr-3a podle tabulky 6.2), aby se zabránilo struskování a nedostatečnému svaru v kořenové části svaru, by mělo být provedeno následovně:
kořenová vrstva se aplikuje nitovým stehem bez oscilačních příčných pohybů elektrody; průměr elektrody – ne více než 3 mm;
bod 13.2. Svařování trubek z austenitických ocelí by mělo být prováděno s minimálním tepelným příkonem. Za tímto účelem byste měli:
ruční obloukové svařování by mělo být prováděno téměř bez příčných vibrací elektrody pomocí úzkých kuliček o šířce nejvýše tří průměrů elektrody; při průměru elektrody 2,5 mm by výška válečku měla být 2,5 – 4 mm, při průměru elektrody 3 mm by měla být výška válečku 3 – 5 mm.
- Svařování v jednom průchodu je vhodnější, když šířka švu není větší než 14-16 mm, protože poskytuje menší zbytkovou deformaci. Je-li tloušťka kovu větší než 15 mm, je nežádoucí svaření každé vrstvy „přes“. První vrstva má čas vychladnout a objevují se v ní trhliny [Losev V.A., Yukhin N.A. — Ilustrovaná příručka pro svářeče]
- Bead – Svarový kov, nanesený nebo přetavený v jednom průchodu [GOST 2601-84 Svařování kovů. termíny a definice základních pojmů]
- Rozšířená housenka – housenka získaná svařováním s příčnými vibracemi svařovacího drátu nebo svařovacího nástroje [GOST R ISO 857-1-2009. Svařování a související procesy. Slovník. Část 1. Procesy svařování kovů. Termíny a definice]

- Bead/pass – housenka získaná svařováním bez příčných vibrací svařovacího drátu nebo svařovacího nástroje [GOST R ISO 857-1-2009. Svařování a související procesy. Slovník. Část 1. Procesy svařování kovů. Termíny a definice]
- Úzká housenka – svarová housenka vytvořená bez znatelného bočního pohybu [ASME SECIX-2001 QW/QB-492];
- Rozšířená housenka – Pro ruční nebo poloautomatický proces, svarová housenka tvořená vratným příčným pohybem. Viz také oscilace [ASME SECIX-2001 QW/QB-492]
- Úzký váleček; podélná housenka – housenka nanesená bez bočních vibrací přídavné tyče nebo svařovacího nástroje [CEN/TR 14599:2005 – Svařovací termíny a definice v souladu s EN 1792]
- Široká housenka (weave house) – housenka nanesená příčnou vibrací tyče přídavného materiálu nebo svařovacího nástroje [CEN/TR 14599:2005 – Termíny a definice svařování v souladu s EN 1792]
- Pokud se podélný pohyb elektrody provádí bez příčných vibrací, pak šířka válečku je obvykle: b = (0,8 ÷ 1,5) del. Takové válečky se používají při zhotovování první vrstvy víceprůchodového svaru, při svařování tenkého kovu a také při svařování se silným povlakem spočívajícím na krytu. Normálně vytvořený jednoprůchodový šev by ve většině případů měl mít šířku b = (2 ÷ 4) del. [Dumov S.I. – Technologie elektrického tavného svařování]

- Úzká housenka se aplikuje při svařování kořene švu, svařování tenkých plechů a dalších případů. Čím pomaleji svářeč pohybuje elektrodou podél švu, tím širší je housenka. Typicky se při svařování elektrodami s tenkým povlakem šířka úzké housenky pohybuje od 0,8 do 1,5 násobku průměru elektrodové tyče. U úzké, ale vysoké housenky je objem naneseného kovu malý, rychleji tvrdne a neuvolněné plyny rozpuštěné v kovu činí svar porézním. Proto se častěji používají rozšířené válečky. Nejlepší kvality svařování je dosaženo při šířce housenky rovné 2,5 – 3 násobku průměru elektrody. [Glizmanenko D.L. — svařování a řezání kovů]
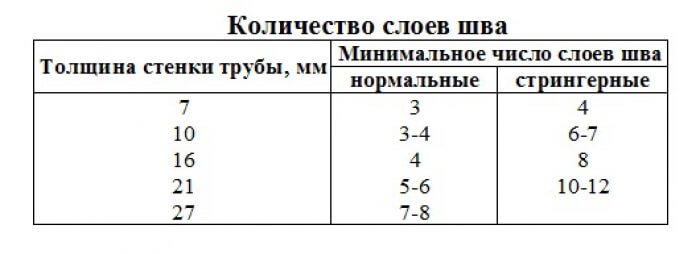
V předpisové a technické dokumentaci jsou požadavky na šířku obkladových a výplňových housenek svarového spoje uvedeny ve velmi malém objemu. Níže uvedená tabulka je převzata z Doporučení pro použití RD 03-615-03.

Výňatky z dokumentů doporučujících svaření lícové a výplňové vrstvy v několika housenkách:
OST 36-57-81 Ocelová technologická potrubí z uhlíkových a legovaných ocelí pro tlak Ru do 9,81 MPa (100 kgf/cm2). Ruční svařování argonem. Typický technologický postup. Bod 2.4.22 Tabulka 4.
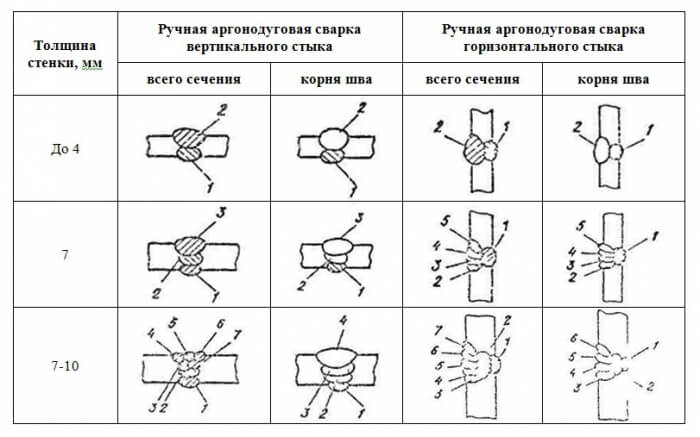
Poznámky. Kuličky svarů provedené metodou argonového oblouku jsou stínované.
Čísla udávají pořadí nanášení housenek ve vrstvách svaru
RD 558-97 Návod k technologii svařování trubek při opravách a restaurátorských pracích na plynovodech. Tabulka 2.10
Po analýze informací z různých zdrojů jsem podmíněně identifikoval tři typy kuliček ve vztahu k RD svařování:
1) Závit / úzký váleček – housenka nanesená bez bočních vibrací elektrody nebo svařovacího nástroje.
Nejčastěji se používá pro svařování kořenové vrstvy, svařování austenitických ocelí, svařování tenkých obrobků, provádění navařovacích prací a svařování podřezů.

2) Rozšířený váleček – váleček do šířky 14 mm (v průměru ne více než 3 průměry elektrod).
Nejčastěji se používá pro svařování koutových svarů, vodorovných svarů, silnostěnných konstrukcí a svařování austenitických ocelí.

3) Široký váleček – váleček šíře 14-35 mm.
Nejčastěji se používá pro vyplňování vrstev ve spodní a vertikální poloze (technika svařování s vrstvami zvýšené tloušťky podle RTM-1s).

Je nutné upozornit, že pro jiné metody svařování a jakosti oceli se budou velikosti těchto housenek výrazně lišit.
Na závěr bych rád poznamenal, proč je výhodnější svařování úzkými housenkami.
Svařování s rozšířenými a v odůvodněných případech úzkými housenkami (vícevrstvé víceprůchodové švy) přispívá k:
— zbytková svářecí napětí mají nižší hodnoty [Karakozov E.S. — Příručka mladého elektro svářeče]
— svarový kov má jemnější zrnitou strukturu díky menšímu objemu svarové lázně [Karakozov E.S. — Příručka mladého elektro svářeče]
— usnadňuje hladší přechod na základní kov [STO Gazprom 2-2.4-083-2006]

— Pokud je housenka příliš široká, produktivita svařování bude nižší [Glizmanenko D.L. — svařování a řezání kovů]
* Tudvasev ve své knize uvádí, že šířka válečku by se měla brát podle průměru potažené elektrody. Šířka závitového válečku je rovna 1-2 průměrům obalené elektrody, průměrná šířka válečku je 1,5-3 průměrů obalené elektrody.
Takové švy, svařené úzkými korálky, se vyznačují správnou kvalitou a dobrým vzhledem švu. To svědčí o vysoké kvalifikaci svářeče.
Při použití tohoto materiálu uveďte odkaz na zdroj SVÁŘEČI požadováno.
Komentáře
Nemůžete zanechat komentáře