Jaké zatížení snese svar na 1 cm?

Svařování je umění i věda, kde každý centimetr sváru musí být pevný, aby vydržel zatížení. Výběr správné metody a materiálů hraje zásadní roli při zajištění trvanlivosti a pevnosti svarových spojů.
Zkušení řemeslníci i začátečníci v oboru svářečských prací přemýšlejí, jaké zatížení snese 1 cm svaru. Je důležité pochopit, že síla svařovaného spoje závisí nejen na technice mistra, ale také na mnoha dalších faktorech.
V tomto článku se podíváme na hlavní aspekty ovlivňující pevnost svarů a podělíme se o užitečné tipy pro zlepšení výsledků.
- Vliv materiálů na pevnost švů
- Druhy svarů a jejich charakteristiky
- Faktory ovlivňující zatížení
- Metody testování pevnosti
- Tipy pro zlepšení svarů
Vliv materiálů na pevnost švů
Pokud jde o svařování, výběr materiálu je jedním z nejdůležitějších faktorů pro dosažení optimální pevnosti svaru. Různé materiály reagují na proces svařování odlišně kvůli svým fyzikálním a chemickým vlastnostem. Je důležité vzít v úvahu tepelnou vodivost, odolnost proti korozi, tvrdost a dokonce i modul pružnosti. Například ocel má vynikající pevnost a vytváří hladké svary díky rovnoměrnému rozložení tepla. Hliník, který je lehký a odolný proti korozi, může vyžadovat speciální přístupy kvůli jeho vysoké tepelné vodivosti, což někdy komplikuje kontrolu svařovacího procesu.
Jedním z významných faktorů ovlivňujících volbu materiálu jsou provozní podmínky finálního produktu. Například, pokud má být produkt používán v mořském prostředí, bude kritickým aspektem odolnost vůči korozi solí. V takových aplikacích jsou často preferovány slitiny na bázi niklu nebo nerezová ocel. Při svařování ocelí s vysokým obsahem uhlíku je důležité zabránit praskání kvůli jejich vysoké tuhosti. Toho je dosaženo správným výběrem výplňových materiálů, které někdy obsahují přísady pro zvýšení tažnosti a snížení rizika defektů.
„Základem kvalitního svaru je výběr správného materiálu. „Nesprávné rozhodnutí bude mít za následek plýtvání časem a zdroji na opravu chyb,“ říká David Petrov, specialista na svařování s více než dvacetiletými zkušenostmi.
Nesmíme zapomenout na důležitost tloušťky materiálu. Silnostěnné předměty vyžadují vyšší výkon, aby se zajistilo úplné proniknutí svaru, zatímco svařování tenkých dílů může vyžadovat větší obratnost ze strany obsluhy, aby se zabránilo propálení. Níže uvedená tabulka ukazuje některé běžné materiály a klíčové aspekty jejich svařování:
| Materiál | Rys | Účel |
|---|---|---|
| Uhlíková ocel | Vysoká pevnost | Stavebnictví, strojírenství |
| nerez | Odolnost proti korozi | Potravinářský průmysl, lékařství |
| Hliník | Lehká a vysoká tepelná vodivost | Letectví, stavba lodí |
Pochopení vlastností materiálů pomůže svářeči nejen vyhnout se typickým chybám, ale také vytvořit vysoce kvalitní svar, který odolá zamýšlenému zatížení. Profesionální přístup k výběru materiálů a detailní plánování svářečských prací zaručí úspěšný výsledek a dlouhodobý provoz svařovaných konstrukcí.
Druhy svarů a jejich charakteristiky
Svar není nic jiného než výsledek spojení dvou materiálů tavením a jeho typy jsou rozhodující v různých aplikacích. Existuje několik různých typy svarů, a každý z nich má své vlastní vlastnosti, výhody a nevýhody, které je třeba vzít v úvahu při provádění svářečských prací. Mezi běžné svary patří tupé svary, rohové svary, T-kusy a přeplátované svary. Zvláštní pozornost si zaslouží i způsoby jejich provádění.
Tupé svary se například používají tam, kde je vyžadováno pevné spojení, například v potrubí. Poskytují vynikající síla, protože materiály jsou spojeny podél své roviny. Obvykle se tupé svary provádějí s předběžnou přípravou hran, což zlepšuje kvalitu spoje. Rohové svary jsou typické pro konstrukce, kde jsou prvky spojovány v pravém úhlu a často se používají v rámové konstrukci. Přesahové švy se používají v situacích, kdy je nutné zvětšit kontaktní plochu pro zlepšení přilnavosti.
Zvláštní pozornost by měla být věnována technickým vlastnostem, protože pro každý typ švu je důležité vzít v úvahu takové parametry, jako je hloubka průniku, typ použité elektrody, velikost a typ švů. Například při provádění T-spojů je potřeba zajistit rovnoměrné rozložení zatížení, aby spoj vydržel značné namáhání. Právě hloubka průvaru ovlivňuje schopnost svaru odolávat zatížení, protože nekvalitní průvar může mít za následek slabá místa ve spoji.
Jak je uvedeno v časopise „Welding and Related Processes“, „způsob výběru typu svaru by měl vycházet nejen z požadavků na konstrukci, ale také z provozních podmínek svarového spoje“. To je důležité, protože ne vždy máme možnost zvolit ideální podmínky svařování. Pečlivý výběr typu svaru a vhodných parametrů však může úkol usnadnit a zajistit spolehlivost celou strukturu.
Abychom se blíže podívali na rozdíly mezi typy svarů, je užitečné vědět, že existuje mnoho metod pro analýzu jejich pevnosti. Tabulky obsahující údaje o specifických parametrech, jako je pevnost v tahu a metoda svařování, mohou výrazně pomoci při plánování zakázky. Například:
| Typ švu | Pevnost v tahu (kN) | Metoda svařování |
|---|---|---|
| Zadek | 25 | Argon-oblouk |
| Hranatý | 20 | Poloautomatické |
| Tavrová | 18 | Ruční oblouk |
Svářeč, který zná takové nuance, činí informovanou volbu a optimalizuje spolehlivost a trvanlivost konstrukce. Proto pochopení vlastností různých typy švů a jejich role v celkové pevnosti svarového spoje je důležitou součástí úspěšného provedení svářečských prací.

Faktory ovlivňující zatížení
Pevnost svarového švu je schopna odolat značnému množství zatížení, záleží na mnoha faktorech. Za prvé hrají roli fyzikální a chemické vlastnosti materiálů, se kterými se pracuje. Například ocel a hliník vyžadují různé přístupy ke svařování v důsledku různých teplot tavení a tepelné vodivosti. I s přihlédnutím ke specifičnosti materiálů však může zkušenost svářeče výrazně změnit výsledek. Jak často říkával můj mentor: “Znalost kovu je polovina úspěchu.”
Dalším důležitým aspektem je geometrie svaru šev. Správný profil svaru může výrazně ovlivnit jeho schopnost odolávat mechanickému namáhání. Například koutový svar a tupý spoj mají různé charakteristiky rozložení zatížení. Koutový svar je obecně odolnější vůči smyku, zatímco tupý spoj je optimální pro axiální zatížení. Zde stojí za to věnovat pozornost úhlu švu a jeho úměrnosti k tloušťce spojovaných dílů.
Důležitou roli hrají také teplotní podmínky. Je známo, že nesprávná regulace teploty svařování může způsobit jak vady praskání za studena, tak tepelné deformace. Odborníci doporučují předehřátí nebo následné chlazení, aby se minimalizovala pravděpodobnost takových incidentů. Řízení teploty může podle studie zveřejněné v Journal of Materials Processing Technology zvýšit pevnost svarového spoje o 15 %.
Důležitými parametry je také použití typ svařování a techniky. Obloukové svařování je například široce používáno kvůli jeho všestrannosti a schopnosti vytvářet spolehlivé spoje. Metody laserového a ultrazvukového svařování však nabízejí přesnější kontrolu kvality lehkých a tenkých materiálů. Podle pozorování odborníků ze svářečského institutu může optimální volba metody svařování při stejné tloušťce materiálu zlepšit pevnost spoje až o 25 %.
Nezapomínejme na vnější provozní podmínky svařované konstrukce. Koroze, chemické napadení a mechanická abraze mohou výrazně snížit životnost produktu. Zde je důležité zvážit možnost aplikace ochranných nátěrů nebo použití speciálních korozivzdorných materiálů. Metody indukčního svařování poskytují dodatečnou ochranu nanášením antikorozních vrstev.
Podle profesora Treschina, vedoucího oddělení svařovací techniky na St. Petersburg State Technical University: „Téměř každý svar vyžaduje individuální přístup založený na pochopení všech faktorů, které ovlivňují zatížení.“
Metody testování pevnosti
Testování pevnosti svarových spojů je kritickým krokem k zajištění spolehlivosti kovové konstrukce. Aby bylo zajištěno, že svar vydrží všechna plánovaná zatížení, je třeba vzít v úvahu mnoho faktorů. Jednou z nejběžnějších zkušebních metod je mechanické zkoušení tahem. Tato metoda umožňuje stanovit mez kluzu a pevnost v tahu svarového spoje. Speciální zařízení zaznamenává zatížení, při kterém se šev začíná deformovat, což nám umožňuje vyvodit závěry o jeho spolehlivosti.
Rázová zkouška je dalším klíčovým prvkem při hodnocení svaru. Tento test určuje, jak dobře může materiál odolat náhlým krátkodobým zatížením. V některých případech může dojít k oslabení svaru pod vlivem takových faktorů. Tento aspekt je zvláště důležitý při práci s materiály, které jsou vystaveny extrémním provozním podmínkám. K provádění takového testování se používají různé standardy, včetně testů Charpy nebo Izod.
„Testování pevnosti svaru je klíčovým krokem ve výrobním procesu, který pomáhá předcházet potenciálním poruchám,“ říká renomovaný specialista na svařování Valentin Igorevich Orlov.
Neméně důležité je ultrazvukové testování, které umožňuje nedestruktivní detekci vnitřních vad svaru, jako jsou bubliny, trhliny a vměstky. Tato metoda výrazně zvyšuje šance na odhalení skrytých vad, a proto je nepostradatelná u kritických stavebních konstrukcí, jako jsou mosty a výškové budovy. Moderní zařízení pro provádění takových testů mohou zobrazovat data v reálném čase, což výrazně urychluje proces analýzy a rozhodování.
Specialisté často používají detekci barevných vad, která umožňuje rychlou a snadnou detekci vnějších nerovností a prasklin na povrchu pomocí speciálního řešení. Tato metoda je oblíbená díky své jednoduchosti a relativní levnosti. Nakonec metoda radiografické kontroly umožňuje detekci defektů ve svarovém spoji pomocí rentgenového snímku. Jedná se o dražší a komplikovanější postup, ale poskytuje nejúplnější informace o stavu švu.
Tyto a další testovací metody pomáhají provádět spolehlivé testy s přihlédnutím ke všem možným scénářům použití svařovaných konstrukcí. Použitím jejich kombinace je možné minimalizovat pravděpodobnost selhání konstrukce během provozu.

Tipy pro zlepšení svarů
Pokud jde o svařování, kvalita švů přímo souvisí s konečnou pevností celé konstrukce. Proto je tak důležité, aby každý mistr znal nějaká tajemství, která mu umožní se zlepšit. Nejprve je třeba si uvědomit, že příprava povrchu před zahájením práce má zásadní význam. Svařované povrchy musí být důkladně očištěny od oxidů, rzi a jiných nečistot. Často se jedná o broušení nebo speciální chemické úpravy, které pomáhají zlepšit přilnavost kovů.
Dodržování režimu zatížení neméně roli hraje materiál. Je důležité přesně nastavit parametry zařízení, jako je proud a napětí, aby byl zajištěn stabilní oblouk a nedošlo k přehřátí materiálu. Přehřátí může způsobit nežádoucí vady ve svarech, jako jsou praskliny a pórovitost. V praxi je nejlepší svařovat při teplotě doporučené pro konkrétní typ kovu. Toto bylo opakovaně diskutováno v dílech předních odborníků v oboru svařování.
„Správný výběr svařovacích parametrů je klíčem k efektivitě nákladů a bezpečnosti,“ říká profesor Igor Lobanov, uznávaný odborník na svařovací technologie.
Neméně důležitý je výběr toho správného. typy švů, která zcela závisí na aplikaci produktu. Například pro hluboké a masivní spoje se doporučuje použít vícevrstvé švy, které poskytují větší síla v důsledku postupného ochlazování mezi vrstvami. Zatímco u tenkých kovů může být efektivní jednoduchý kolmý svar.
Školení a praxe jsou důležitými prvky při výrobě kvalitních svarů. I zkušení svářeči potřebují neustálou praxi, aby si udrželi své dovednosti na vysoké úrovni. Provádění zkušebního svařování na kovových vzorcích pomáhá identifikovat chyby před zahájením hlavní práce. To vám umožní zlepšit vaši techniku a vyhnout se běžným chybám.
Odborníci navíc často doporučují používat zařízení s automatickou kontrolou kvality, která nabízí stále přesnější nastavení a stabilní provozní parametry. Moderní svařovací stroje mají schopnost nabídnout optimální podmínky pro konkrétní materiály, usnadňují život mistrovi a zvyšují síla švy.
Spojení dílů při svařování se provádí tavením kovu pod vlivem vysokých teplot. Na křižovatce obrobků se vytvoří šev, jehož vzhled může určit technologii. Pojmy svarový spoj a svar by měly být odděleny.

Svařovaný spoj ― termín s širším významem. Zahrnuje několik oblastí, které byly tak či onak ovlivněny procesem svařování. To zahrnuje depoziční, fúzní a tepelně ovlivněné zóny.
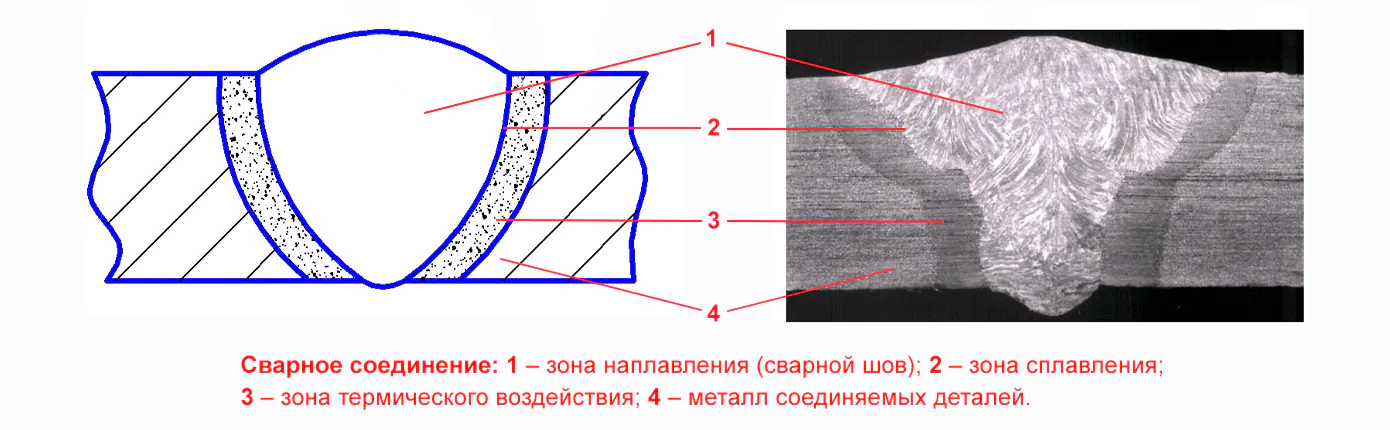
Fusion zóna, tedy vlastně svar ― spojení dílů naplněných roztaveným kovem obrobků, přídavného materiálu a elektrod.
Fusion zóna ― oblast, která se nachází mezi švem a kovem spojovaných částí. Aniž by procházel tavením, je kov této zóny zahříván a nasycen prvky, které tvoří povlak elektrody nebo tavidlo.
Tepelně ovlivněná zóna se rozprostírá trochu více. Označuje se pruhem podél švu na obou stranách. Zde se vlivem teploty mění struktura kovu a jeho chemické vlastnosti, což je viditelné i vizuálně.
Chcete-li zvolit vhodnou metodu svařování, správně provést následné zpracování a vyhnout se deformaci nebo předčasnému zničení konstrukce, musíte znát vlastnosti zón svarového spoje.
Druhy svarových spojů
Typ spojení se volí na základě vlastností svařované konstrukce. Možností je několik.
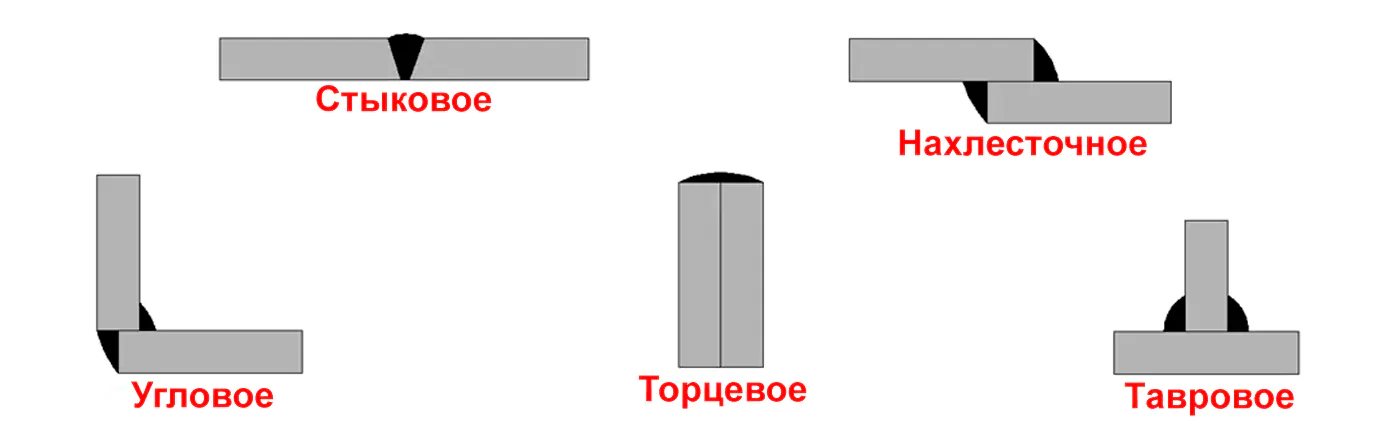
Zadek
Jedná se o nejběžnější typ spojení, kdy jsou díly navzájem spojeny ve stejné rovině s malou mezerou. Hrany, které mají být spojeny, jsou očištěny a vyhlazeny. V závislosti na tloušťce kovu jsou hrany řezány: jsou broušeny ve tvaru V, X, K nebo zakřivené úkosy. V těchto případech se svařování provádí na obou stranách.
- Nízká spotřeba materiálu.
- Vysokorychlostní práce.
- Snadno proveditelné.
- Spolehlivost.
- Trvanlivost spojení.
- Potřeba předběžné úpravy hran, které mají být spojeny.
Překrývající se
Překrývající se svary se používají ke svařování konstrukčních dílů, ve kterých je jeden prvek navrstven na druhý, nebo ke zpevnění spojů. Zpravidla se tímto způsobem vaří obrobky o tloušťce 8–12 mm. Aby se minimalizovalo riziko koroze a selhání konstrukce, svařování se provádí ze všech přístupných stran.
- Snadno proveditelné.
- Skvělá rychlost.
- Není nutná žádná příprava okraje.
- Nehrozí propálení produktů.
- Vysoká pevnost spojení.
- Voděodolný.
- Vysoká spotřeba kovových výrobků a přídavného materiálu.
Hranatý
Toto spojení je nezbytné pro svařování dílů pod úhlem (ne nutně přímo). Není to snadné. Pro lepší výsledek budete muset hrany předbrousit v souladu s geometrií úhlu. Během provozu musíte udržovat zvolenou polohu, udržovat elektrodu v požadovaném úhlu a pohyby musí být rovnoměrné. Pokud je to možné, je rohový spoj svařen z vnější i vnitřní strany. Při spojování obrobků různých tlouštěk je silnější část umístěna nahoře. Tím se zabrání propálení. Svařování vnitřní strany rohu by mělo být prováděno při nízkém proudu, aby nedošlo k deformaci vnějšího rohu.
- Schopnost svařovat vícesložkové rohové konstrukce.
- Složitost procesu.
- Potřeba provádět úkosy.
- Důležitost zachování geometrie vnitřních a vnějších rohů.
Tavrovoe
Jedná se o svařování dílů, z nichž jeden je připevněn svým koncem k rovině druhého (získáte dva vnitřní rohy). Používá se především při montáži nosných konstrukcí. Spojení vyžaduje předběžné oříznutí spojované hrany. Může být co nejrovnější nebo s oboustranným zkosením. Šev je vyroben s hlubokým pronikáním kořenů.
- Poskytuje strukturální tuhost pro všechny typy nosných konstrukcí.
- Potřeba pečlivé přípravy obrobků.
- Důležitost správného umístění a držení svařovaných dílů.
Konec
Jedná se o svařování konců dílů, které jsou k sobě pevně přitlačeny nebo se rozbíhají v úhlu maximálně 30º. Při takovém spojení je propálení dílů prakticky nemožné a odpadá deformace a vnitřní pnutí kovu po ochlazení.
- Snadno proveditelné.
- Nízké riziko propálení.
- Spolehlivost připojení.
- Vysoká spotřeba kovu a elektrod.
- Nebezpečí koroze v důsledku nekvalitního svařování.
Druhy svarů
Před zahájením práce je důležité určit typy švů podle různých kritérií, aby se vybrala optimální technika pro provádění práce. Například plochý rohový spoj ve svislé poloze vyžaduje pečlivější přípravu než konvexní tupý spoj ve svislé poloze.

Podle polohy v prostoru
V závislosti na umístění svařovaných ploch se rozlišuje několik typů švů
Spodní šev
Toto je nejběžnější a nejsnáze implementovatelný. Obrobky jsou umístěny na rovném povrchu níže. Není obtížné kontrolovat roztavený kov, protože se nerozšíří za svarovou lázeň. Technologie může být libovolná a závisí na typu a tloušťce kovů a typu svařování.
Horizontální šev
Komplexní v designu, používá se při spojování dílů, které jsou ve vertikální rovině, ale jsou spojeny vodorovně. Hlavním problémem je proudění roztaveného kovu směrem dolů. Práce bude snazší a efektivnější, pokud nejprve zabrousíte obě hrany do zářezu ve tvaru V a provedete několik přejezdů.
Je důležité správně nastavit svařovací proud: pokud je hodnota příliš vysoká, je možné propálení, a pokud je nízký, nedostatek průvaru.
Vertikální šev
Provádí se při spojování vertikálně umístěných obrobků. Svařování se nejlépe provádí zdola nahoru. Problém odkapávání roztaveného kovu lze vyřešit metodou svařování krátkým obloukem.
Stropní šev
Nejobtížnější a nejnebezpečnější na provedení. Svářeč musí svařovat díly v poloze „nahoře“. Kapkám roztaveného kovu a okují lze zabránit snížením hodnoty proudu o 20 % normálu. Měli byste vařit krátkým obloukem a držet elektrodu v pravém úhlu, pohybovat s ní rovnoměrně a rychle.
Po dráze elektrody
V závislosti na typu svařování, typu a tloušťce kovu, fázi práce a povaze výrobků se volí konkrétní vzor pohybu oblouku.

Progresivní pohyb se provádí podél osy elektrody (shora dolů). Při použití svařovacího invertoru se elektroda při tavení a zkracování přibližuje ke svarové lázni. Takové akce vám umožní zachovat délku oblouku, zvýšit pronikání kořene švu a dát malou švu na šířku.
Podélný oblouk se pohybuje podél osy švu. Výsledkem tohoto svařování je úzká housenka, jejíž tloušťka závisí na průměru elektrody. To pro spolehlivé spojení nestačí. K přímočarému pohybu se tedy přidává pohyb oscilační.
Oscilační pohyby jsou prováděny napříč osou švu. Zlepšují srůst hran, rozšiřují šev, zpevňují spojení. Při práci s tenkým kovem jsou obvykle eliminovány příčné vibrace. Při vícevrstvém svařování se používají na poslední průchod.
Existuje několik vzorů oscilačních pohybů elektrody: cik-cak, srpek, trojúhelník atd. Výběr závisí na konkrétní úloze.

Podle stupně konvexnosti
Tato vlastnost určuje fyzikální a technické vlastnosti spojení. Na základě této vlastnosti existují tři typy švů.

Konvexní
Jedná se o zesílené švy používané pro výrobu konstrukcí, které musí odolat velkému zatížení. Konvexní svar vzniká použitím přídavného materiálu, nadměrného usazování elektrod nebo jako výsledek víceprůchodového svařování.
- Vysoká pevnost spojení.
- Odolnost vůči zatížení.
- Vysoká spotřeba materiálů.
- Nepříliš estetické.
- Vyžaduje pečlivé následné zpracování.
ploché švy
Často se jim říká normální. Udržují oblast spoje téměř rovnou a mohou jen mírně vyčnívat nad povrch výrobku. Lze použít na všechny druhy kovů a dílů.
- Estetický vzhled.
- Vyžaduje méně zpracování.
- Hospodárný.
- Méně odolné než konvexní.
Konkávní
Jedná se o záměrně zeslabené švy, které se používají pouze pro svařování tenkých kovových dílů. Jejich povrch je pod rovinou obrobků.
- Hospodárný.
- Udržuje lehkost a tažnost tenkých kovových výrobků.
- Špatně snášejí zátěž.
Ve vztahu k efektivnímu zatížení
Různé způsoby umístění svaru umožňují spojovat kovové části umístěné v libovolné poloze vůči sobě navzájem. Podle jejich umístění vzhledem k působícímu zatížení se svary dělí na:
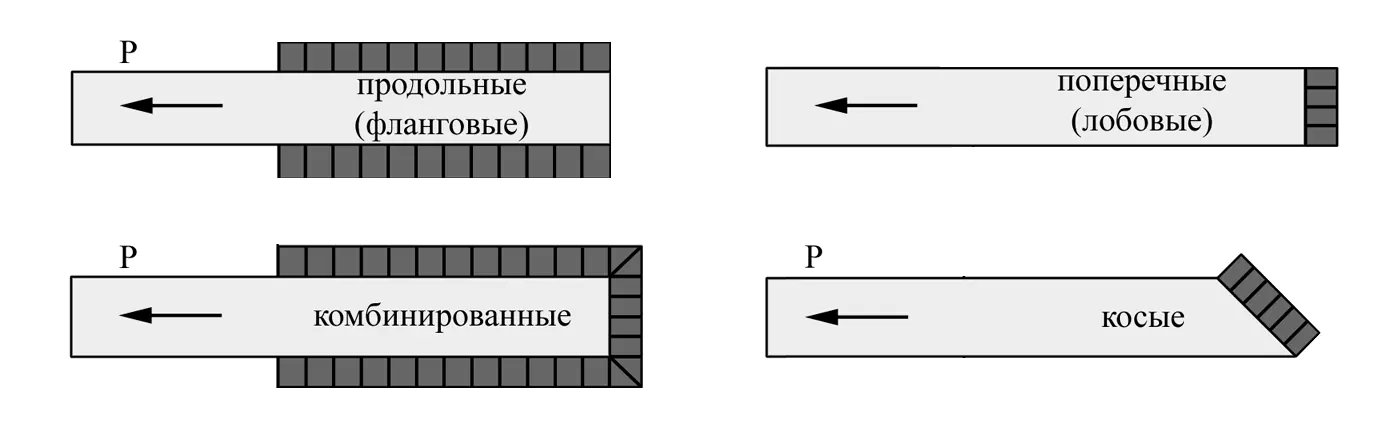
- lemující, jehož podélná osa se shoduje s vektorem působících sil;
- čelní, jehož směr je kolmý na vektor působících sil;
- šikmé, jehož osa vzhledem k vektoru působícího zatížení směřuje pod úhlem menším než 90°;
- kombinované švy v různých oblastech mohou mít různé směry ve vztahu k vnějším silám.
Podle počtu průchodů
Svary libovolného typu lze provádět jedním, dvěma nebo více průchody. Vše závisí na tloušťce kovu a požadované konstrukční pevnosti. Při každém průchodu se vloží jeden korálek. Při svařování silných kovů s přípravou hran se na jednu úroveň vejdou 2–3 housenky, které tvoří jednu vrstvu. Takže existují dva typy švů: monotrémní и víceprůchodový (vícevrstvý).
Podle délky a povahy prodloužení
Délka svarů může být krátký (až 250 mm), Průměry (250–1000 mm) a dlouho (více než 1 m). Kromě toho lze kterýkoli z nich provádět různými způsoby.
pevný – průběžné, zcela vyplňte spáru. Může být jednostranný nebo oboustranný.
Přerušovaný prováděny v krátkých intervalech. Může být jednostranný nebo oboustranný. Ve druhém případě jsou možné následující možnosti:
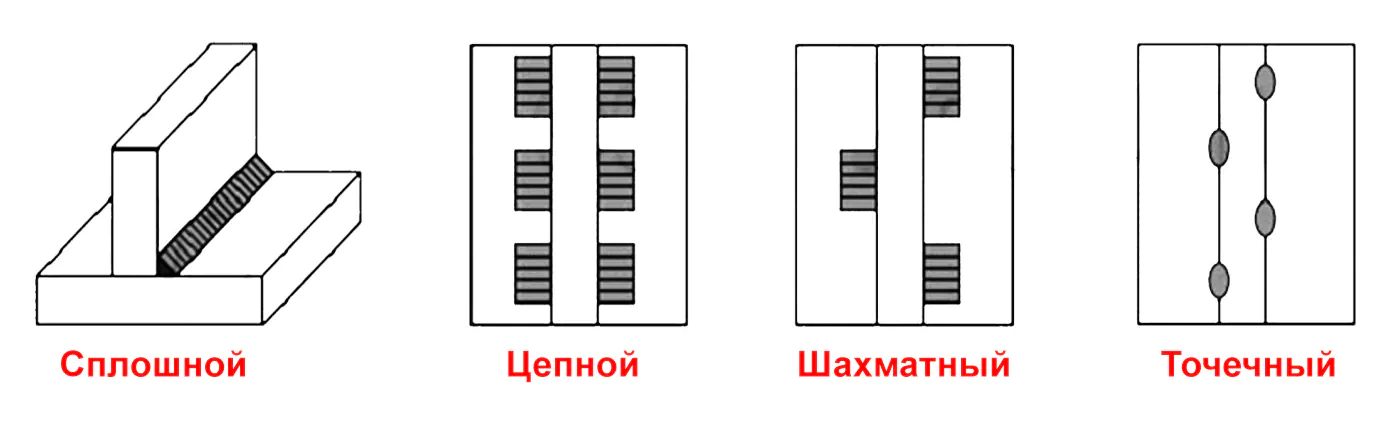
- směřovat ― se provádějí ke slepení hran dílů před hlavním svařováním a také při práci kontaktní metodou;
- šachy ― svařování na obou stranách je provedeno ve stejně dlouhých segmentech, které jsou vůči sobě přesazeny v šachovnicovém vzoru;
- řetězu – stejně dlouhé segmenty jsou umístěny na obou stranách stejným způsobem.
Svařovací cvočky – co jsou a k čemu jsou potřeba
Svařovací hák ― jedná se o svařování bodovým švem za účelem fixace spojovaných dílů v požadované poloze a zabránění jejich pohybu při další práci. Takové svařování může být dočasné nebo trvalé. Dočasný Příchytky se aplikují na spodní stranu obrobků a na konci práce se odstraní. Permanentní jsou zcela vyvařené, součástí svaru.
Závěr
V krátkém článku není možné popsat a vysvětlit všechny nuance svařovacího procesu. Ale i stručná informace o hlavním výsledku – svaru (v širším měřítku – svarovém spoji) dává tušit, že toto podnikání je nejen užitečné, ale také zábavné.